0
Shopping cart
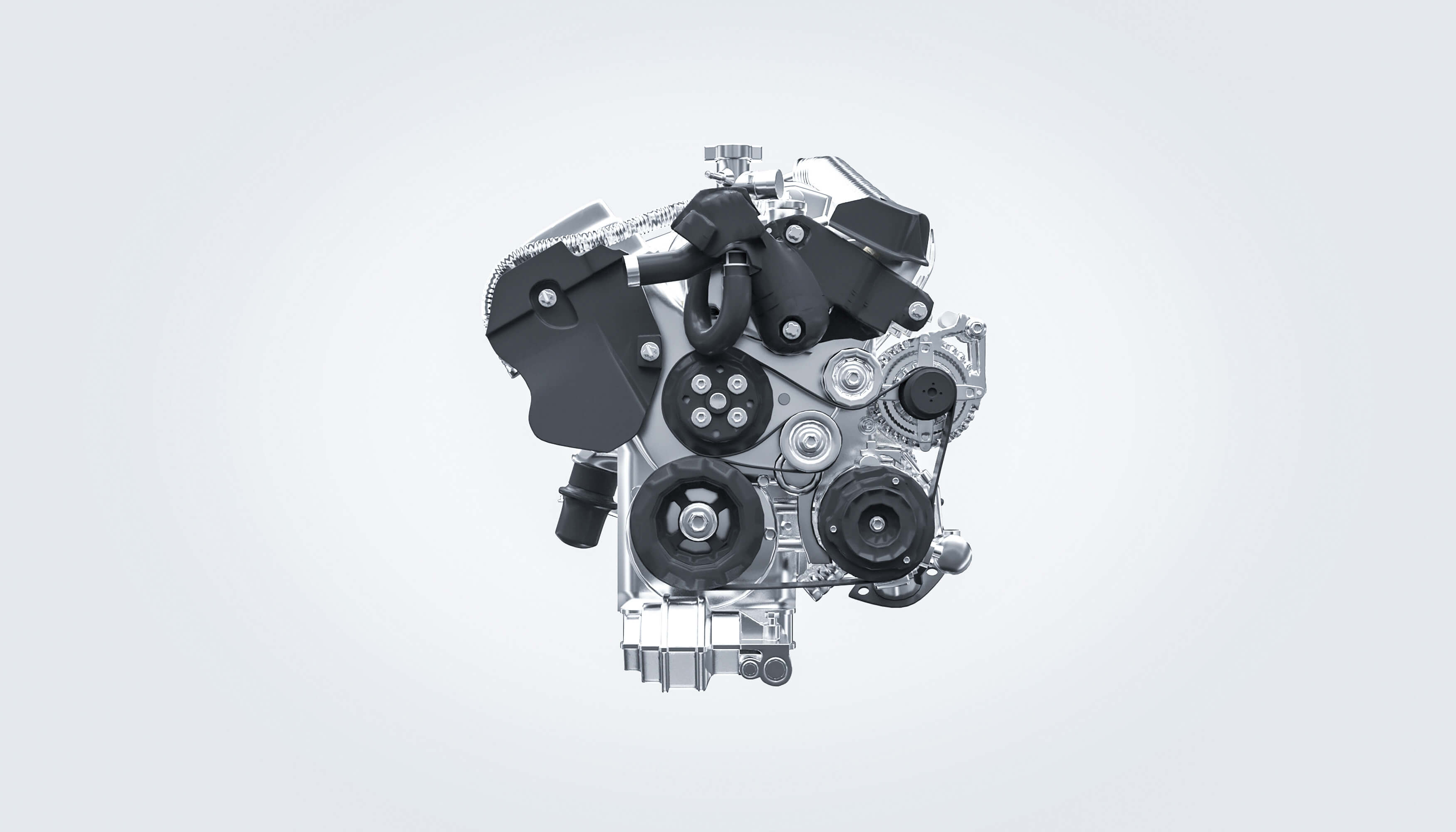
Rotating speed of cold forming machine:
When the cold bending machine presses the operation command, the main motor of the cold forming unit first drives the cold bending roll to rotate at a certain speed. The rotation speed is mainly determined by the parameters such as the forming process of the cold bending assembly on the shelf, the speed ratio of the mechanism, the structure size of the cold bending roll, the hydraulic shear force and the operating speed of the unit.
When the cold bending assembly of the molding shelf detects the position of the photoelectric switch through the transmission track hole position, the NC flattening machine sends the on-off signal to the hole number counter to count, sends out the position detection signal when the hole number reaches the set value, the rotary encoder detects the position at a certain distance and provides the PLC with a certain pulse number. PLC the pulse number is set, the main motor is given deceleration, stop command, flattening machine, and the main motor stops to the hydraulic sequence control valve to drive the hydraulic shear operation.
Such as the above principle design shelf cold bending unit can achieve accuracy: hole position error is not more than ±0.3 mm, automatic cutting machine manufacturers, hole position cumulative error over ±0.5 mm, etc. The length control accuracy of single product is about 0.5 mm, which meets the design accuracy of shelf steel structure assembly to some extent.
Dynamic Matching Problem of Storage System with Load while Running in Servo System of Servo System with Pre-punching Hole Device of Cold Bending Machine Group